
 Construction – Casing Cutter housings are made of a thick-gauge steel. Casing Cutters must be made very durable to withstand extreme forces while cutting. High quality alloy materials are used. Critical parts are heat treated, including the cutter blade.
Construction – Casing Cutter housings are made of a thick-gauge steel. Casing Cutters must be made very durable to withstand extreme forces while cutting. High quality alloy materials are used. Critical parts are heat treated, including the cutter blade.Sizes – Casing Cutters are made for 6″ to 14″ pipe. Custom sizes for 16″ pipe and larger are also available. So far any size a customer has asked for has been made, including a 28″ Casing Cutter.
FAQ:
Q. How many cutter wheels/blades are in the Casing Cutter?
A. One.
Q. How long will a cutter blade last?
A. Several cuts if you are careful, but sometimes only one.
Q. How do you know if the cutter blade needs to be replaced?
A. Visual inspection, see if the sharp edge is gone.
Q. How long do the Roller Balls last?
A. Longer than the blades, they are hard chrome ball bearings.
Q. How thick of pipe will the Casing Cutter cut?
A. 1/4″ to 3/8″. Also 1/2″ with special tooling.
Q. What thread connector is at the top of the Casing Cutter?
A. 3 1/2″ API pin

Grease All Threads During Assembly
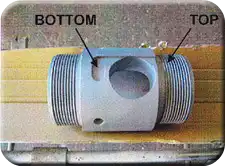
Main Body #5 – Short groove is on bottom like a capital “L.”

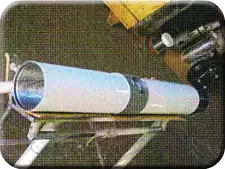
Cylinder Top Barrel #4 has only one end, with thread matching the Main Body #5.
Cylinder Top Barrel #4 is longer than the Bottom Barrel #11.
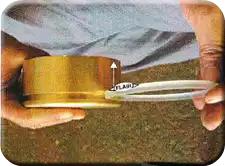
Make sure Piston Seal #3 is on the piston and the flair side of the seal points to the long side (top) of the brass piston.
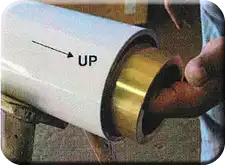
Insert Piston #2, with packing at bottom and cup side up.

Piston inserted.

Top Pin Connector #1 completes top assembly.

Insert Vertical Slide #12 from the bottom
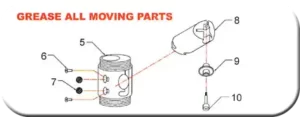
Grease Chart
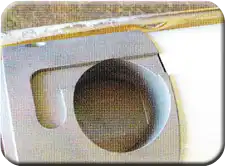
Look into hole opening to see the blade Holder Cross Slide #8.
Rotate the Vertical Slide #12 so the flat spot at the end of the track is centered in the opening.
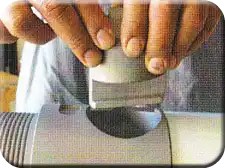
Insert the blade Holder Cross Slide #8 into the pocket with the slope on the bottom matching the slope of the Vertical Slide #12.

Push the Vertical Slide #12 upward and trap the blade Holder Cross Slide #8 in the T-slot track.

The Stroke Adjustment Bolt #14 is pre-adjusted and locked by the Locking Nut #13 at the factory.
Screwing in the Stroke Adjustment Bolt #14 a little further makes the cutter blade come out a little further.

These parts should be oiled (Rock Drill oil works well).

Push the slide up and down to make sure it slides easily and the cutter blade goes in and out.
Screw on the Spring Can Bottom Barrel #11

Insert Main Spring #15.

It may take two strong people to push the spring in and start threading the Bottom Cap #16. To change the blade, unscrew the Bottom Cap far enough to allow the Vertical Slide #12 to be pushed down by air (or by broomstick) allowing the cross slide to be pulled out.
CAUTION: Do not unscrew the Bottom Cap #16 all the way! It could surprise or injure you. The blade Holder Cross Slide #8 can be removed when the bottom cap is half way unscrewed.